Hidraulična preša za ravnanje vratila (ispravljanje osovina) PHCcR100. Preša za ravnanje osovine Hidraulična preša za ravnanje osovine
Ispravne hidraulične prese za ravnanje - ravnanje vratila, osovina, cijevi
Vrlo često, bilo koja vrsta proizvodnje postavlja pitanje: Kako se može ispraviti osovina, cijev? Kako obnoviti i popraviti savijeni i deformirani čelik? Mi znamo odgovore na sva ova pitanja.
URALSTANKOSERVISI isporučuje nove moderne uvozne preše za ravnanje proizvedene u Njemačkoj, Italiji, a nudi i ruske preše za ravnanje vlastita proizvodnja(proizvedeno u Rusiji).
NAMJENA, PRIMJENA I UPOTREBA PRAVIH HIDROPRESERA
Vertikalne industrijske hidrauličke preše dizajnirane su za uklanjanje nedostataka u dijelovima u hladnom stanju: deformacija, zakrivljenost, zavoji, savijanje dijelova i obrađenih dijelova nakon nepravilnog skladištenja, transporta, nakon toplinske obrade, stvrdnjavanja, navarivanja, prskanja.
Preša se može koristiti za popravak i obnavljanje dijelova.
Prešanjem se eliminiraju nedostaci u radnim komadima kao što su: konveksnost, konkavnost, aksijalna nelinearnost i neravnost, krivljenje, deformacija, neusklađenost nosivih i pomoćnih površina.
Koriste se za dotjerivanje dugih i dugih proizvoda i raznih obrtnih tijela - osovina, osovina, cijev, prirobci osovina i cjevasti prirobci, pogonski cilindri, hidraulični cilindri, pneumatski cilindri, šipke, kotrljajući valjci, kardanske osovine i kardanske osovine, stepenaste osovine, glatki otkovci, dugi vijci, rotori, propelerske i brodske osovine, bušaće cijevi i tubing cijevi.
HIDRAULIČNA PREŠA ZA RAVNANJE DIJELOVA TIPA OSOVINA, CIJEV SA POKRETNIM PROIZVODOM

oblik dijelova - cilindrični, kvadratni, poligonalni, vijci.
HIDRAULIČNA PREŠA S POKRETNIM STUPOM ZA ravnanje i ispravljanje zakrivljenosti dijelova - ručno i CNC


Preša se pomiče duž fiksnog proizvoda, čime se vrši korekcija na pravom mjestu.
zauzima minimum prostora u radionici.
HIDRAULIČNA PREŠA ZA RAVNANJE CIJEVI ILI OSOVINA s fiksnim proizvodom i pokretnom prešom



Portalna preša - portal s cilindrom kreće se duž fiksne cijevi, uz pomoć koje se vrši uređivanje. Zauzima minimalan prostor u radionici.
Po posebnoj narudžbi izrađujemo automatski kompleks za ravnanje s CNC-om.
Tehnologija ispravljanja vratila
proizvod ili dio koji se uređuje učvršćuje se u posebnu ispravnu napravu u kojoj se proizvod može slobodno okretati oko svoje osi, proizvod se okreće i označavaju mjesta na kojima se uređuje.
S jakim savijanjem osovine, ravnanje se provodi s obrnutim otklonom.
osovina nakon ravnanja treba imati minimalna odstupanja i odstupanja.
UREĐIVANJE DETALJA
Montaža je postupak otklanjanja grešaka koje plastičnom deformacijom narušavaju oblik izratka.Radni komad koji se editira naziva se defektom. Prošli tehnološki proces uređivanja naziva se ravnanje.
Strojno ravnanje proizvoda od metala i legura omogućuje uklanjanje iskrivljenja u obliku proizvoda, kao i vanjske geometrijske nedostatke - kršenje pravilnog geometrijskog oblika poprečnog presjeka - profila.
Zakrivljenost može biti opća po duljini ili lokalna.
Vrste zakrivljenosti:
1. u obliku srpa (polumjesec)
2. lučni
3. uvijanje
4. valovitost
5. iskrivljenost - to je valovitost u uzdužnom i poprečnom smjeru - udubljenja i ispupčenja su velike duljine
6. zakrivljenost - odstupanje osi cilindričnog proizvoda.
7. spljoštenost
8. odstupanje od ravnosti (konveksnost i konkavnost)
Obrada poboljšava kvalitetu površine i točnost geometrijskog oblika valjanih šipki i limova, proizvoda tipa osovine (glatke, stepenaste, koljenaste osovine itd.), kao i takvih proizvoda kao što su: kvadratni proizvodi, toplo valjani okrugli čelik, kalibrirane čelične šipke , praznine trake.

Također, vruće valjane, debelostjene i tankostjenke, hladno valjane, hladno vučene, cijevi za bušenje (dopuštena zakrivljenost od 1 mm po 1 metru) podliježu ravnanju.
Uređivanje se koristi za ispravljanje iskrivljenja, iskrivljenja i povodca koji se pojavljuju kada:
· toplinska obrada valjanih proizvoda, otkivaka i dijelova. Kada se metal ohladi, nastaju naprezanja koja deformiraju dio.
· grijanje tijekom proizvodnje i montaže
· kršenje tehnologije utovara i istovara
· neispravan transport i skladištenje
Obrada omogućuje dobivanje obradaka veće točnosti.Tehnološki procesi strojne obrade provode se metodama plastičnog savijanja i napetosti ili kompresije.
za kontinuirano previjanje koriste se strojevi s valjcima, za isprekidano previjanje, kada se zakrivljeni dijelovi ravnaju jedan po jedan, koriste se hidraulične preše.
Gredice se ravnaju u toplom i hladnom stanju (hladno ravnanje).
Vruće ravnanje se koristi za smanjenje napora.
Ispravan rad obavlja radna ravnalica.
Za dobivanje ravnih i nezakrivljenih dijelova koriste se ispravne preše s malom brzinom klipa.
Alat za dotjerivanje sastoji se od vršnog probijača i preklopa te dvije pomične prizme (prizme za dotjerivanje).
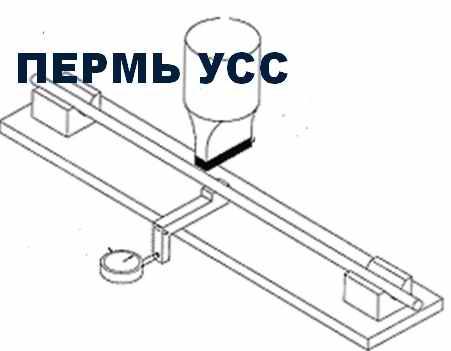
Za previjanje se obično koristi preša za okomito ravnanje u obliku slova C. Otvoreni prostor olakšava pristup pri rukovanju dugim dijelovima Preša se sastoji od postolja, pumpne jedinice i produženog stola za ravnanje.
Proizvod koji se ravna je fiksiran u središtima stošca (fiksnim ili kliznim) ili valjcima - otklon proizvoda kontrolira se indikatorom s brojčanikom. Valjci su neophodni za olakšavanje rotacije dijelova tijekom procesa ravnanja.
Centri i valjci su opružni i mogu se njihati na prstima umetnutim u lijeva i desna kolica, koji se slobodno kreću po vodilicama stola za ravnanje, što omogućuje presvlačenje na velikom broju točaka.
Upravlja se razdjelnikom preše spojenim s polugom.Raspravljač također može kontrolirati preraspodjelu graničnika (razmak između potpornih prizmi), kretanje valjkastog transportera i rotaciju valjaka. Nakon podešavanja, kada se klip pomakne prema gore, opruge automatski postavljaju obradak u kontrolni položaj.
Korektor tijekom uređivanja ne smije dopustiti prekomjerno savijanje dijela.
Ispravljač provjerava kvalitetu uređivanja uz pomoć indikatorske glave za curenje na kontroliranim površinama.
pravi alat, pravi alat.
opskrba praznina pod prešom provodi se duž valjkastog transportera s pogonskim ili nepogonjenim valjcima.
kod grijanog ravnanja uz prešu se ugrađuje peć jer se s porastom temperature povećava plastičnost, a smanjuje čvrstoća i otpornost na deformaciju.
Tijekom procesa tlačnog ravnanja (plastične deformacije) mijenja se mikrostruktura i makrostruktura izratka.
Sila uređivanja ovisi o rezanju obratka, udaljenosti između nosača.
Ako je sila presvlačenja nedovoljna - savijanje može biti elastično - u ovom slučaju će obradak, nakon uklanjanja opterećenja, vratiti svoj izvorni oblik i dimenzije - ova pojava se naziva povratna opruga.
Što je metal tvrđi i što mu je veća granica razvlačenja, to je povratni povrat veći.
Stoga je potrebno da sila ispravnog tiska bude veća od granice razvlačenja deformiranog metala - za 0,25-1%.
Pri ravnanju nastaju elastične i plastične deformacije - elastična deformacija javlja se u obliku inverzne elastične deformacije.
Da bi se ispravio zakrivljeni dio, potrebno ga je ne samo savijati, već i lagano savijati u suprotnom smjeru - dati mu obrnutu zakrivljenost, s obzirom da će nakon uklanjanja opterećenja doći do opruge i dio će postati gotovo ujednačen. Kod vrućeg ravnanja nema povratnog povrata.
KONTROLA KVALITETE
Tijekom ove operacije provjeravaju se geometrijski oblici proizvoda koji se smatraju prikladnim ako su dimenzijska odstupanja unutar tolerancija koje je tehnolog odredio za naknadnu strojnu obradu.
Za okrugle osovine i cilindrične dijelove - rotiranjem proizvoda i glave indikatora provjerava se otkucaj površine - konkavnost je jednaka polovici amplitude očitanja indikatora.
Ispravnost oblika gotovih izradaka može se odrediti vizualno okom ili pomoću šablona i mjernih alata.
Prilikom opremanja preše elektroničkim mjernim sustavima i senzorima, informacije iz njih mogu se prenijeti u CNC sustav za daljnju obradu.
RAVANJE STANA I LIMOVA, LIMOVA I LIMOVA
Dugi limovi, valjani listovi ravnaju se na viševaljnim strojevima za ravnanje limova (valjci za ravnanje). Dio koji se ravna provlači se nekoliko puta kroz valjke.
Za dotjerivanje malih izradaka dotjerivanje se koristi na hidrauličnim prešama u žigu za ravnanje (ravnanje). Pečat se sastoji od 2 masivne ploče - jedna ploča je postavljena na stol, druga je na klizaču. Radne površine matrica izrađene su od tri vrste: glatke (koristi se s niskim zahtjevima za kvalitetu obrade), točkaste (za debele izratke), pločice (za dijelove male debljine).
Za obradu kratkih cilindričnih dijelova moguće je koristiti presvlačenje s dva valjka - između dva valjka koji se okreću u istom smjeru, valjci se međusobno okreću različitim brzinama.
Usluge naše tvrtke: popravak hidrauličnih preša, modernizacija hidrauličkih preša, opremanje preša, demontaža, montaža nove opreme, proizvodnja novih specijalnih preša, razvoj prema zahtjevima kupaca, projektiranje nestandardnih preša.
.jpg) |
|
| Jekaterinburg, Pervouraljsk, Kamensk-Uralski, Nižnji Tagil, Čeljabinsk, Miass, Zlatoust, Magnitogorsk, Orsk, Kurgan, Orenburg, Tjumenj, Ufa, Kazan, Iževsk, Kirov | Besplatna dostava |
| Nižnji Novgorod, Vladimir, Čeboksari, Penza, Tambov, Samara, Saratov | trošak dostave 70.000 rubalja |
| Volgograd, Astrahan, Voronjež, Kursk, Orel, Lipeck, Belgorod | |
| Moskva, Kaluga, Ryazan, Tver, Smolensk, Bryansk | trošak dostave 95.000 rubalja |
| Kazahstan | trošak dostave 100.000 rubalja |
| Krasnodar, Rostov na Donu, Stavropolj, Taganrog | trošak isporuke 120.000 rubalja |
| Sankt Peterburg, Petrozavodsk, Arkhangelsk, Pskov, Syktyvkar, Salehard | trošak dostave 110.000 rubalja |
| Omsk, Tomsk, Novosibirsk, Surgut, Nižnevartovsk, Barnaul | trošak dostave 85.000 rubalja |
| Krasnojarsk, Kemerovo, Irkutsk, Ulan-Ude, Habarovsk, Komsomolsk na Amuru, Vladivostok | provjerite troškove dostave |
U slučaju kada sila udarca čekića ne osigurava dotjerivanje, koriste se ručne vijčane preše pomoću kojih se mogu izvoditi zahvati ravnanja cijevi, osovina, trakastog i kutnog čelika. Radove obrade obavljaju dva radnika: jedan okreće zamašnjak preše, a drugi postavlja i drži izradak koji se koriguje i kontrolira kvalitetu obrade.
Zadatak obuke 1 za ravnanje cijevi i okna izvodi se sljedećim redoslijedom.
1. Na stolu za prešu postavljene su dvije prizme na koje je postavljena zakrivljena osovina ili cijev tako da je prizmatični vrh na šipki za prešu na mjestu najveće zakrivljenosti (slika 61, a). Odstojnici se postavljaju između vrha i valjka kako bi se izbjegla udubljenja.
Riža. 61. Ravnanje cijevi i osovina na ručnoj vijčanoj preši:
a - prihvaćanje posla; b - položaj vrha na vijku; c - provjera valjka u središtima
2. Zamašnjak se glatko okreće i vrh vijka se dovodi do zavoja. Zatim se vijak pritisne na ispravljenu osovinu dok se ne izravna. Prekomjerne sile ispravljanja mogu uzrokovati savijanje osovine ili cijevi unazad, što otežava daljnje ispravljanje.
3. Nakon skidanja osovine (cijevi), kvaliteta obrade može se provjeriti na sljedeće načine:
- okom - pri okretanju valjka oko osi;
- kroz razmak - kotrljanjem valjka na kalibracijskoj ploči;
- u središtima uz pomoć krede (slika 61, c).
Zadatak obuke 2 za uređivanje kutnog čelika izvodi se na sljedeći način.
1. Prizma se postavlja na stol za prešu. U prizmu je postavljena deformirana kutna ploča, između čijih je polica postavljen valjak od kaljenog čelika (slika 62, a).

Riža. 62. Uređivanje kuta na ručnoj preši:
a - položaj valjka u kutu; b - prihvaćanje posla
2. Okrenite vijak za utiskivanje i pritisnite prizmatični vrh na valjak. Valjak, komprimirajući zakrivljena mjesta kutnih polica na kutnim površinama prizme, daje kutu pravilan oblik (slika 62, 6).
S velikom zakrivljenošću zavoja, kut s valjkom pomiče se duž kutnog udubljenja prizme i ispravan oblik kuta se vraća pritiskom vijka.
3. Uređivanje je završeno kada su police ravne dužine okom ili na ploči prema svjetlu, a poprečni raspored polica je duž kvadrata.
Trening zadatak 3 ravnanja otvrdnutih dijelova.
Nakon otvrdnjavanja (toplinske obrade) čelični dijelovi se u nekim slučajevima deformiraju, metoda ravnanja očvrslih dijelova naziva se ravnanje. Ravnanje se izvodi na ravnoj ploči od lijevanog željeza ili čelika, čekićem s kaljenom i zaobljenom uskom stranom udarca.
Ravnanje se izvodi u sljedećem nizu.
1. Rukavica se stavlja na lijevu ruku. U desnu ruku uzimaju čekić, u lijevu kaljenu traku i zauzimaju radni položaj.
2. Traka se postavlja na ispravnu ploču tako da njena ravnina leži na ploči s konkavnom stranom prema gore.

Riža. 63. Prijem ravnanja otvrdnutih dijelova
3. Udarci čekića se nanose po ravnini na mjestu kontakta trake s pločom (slika 63), jer ako je u trenutku udarca čekića labav, moguć je udarac u lijevu ruku. Nanose se udarci čekićem, počevši od ruba zavoja i postupno se približavajući njegovoj sredini. Potrebno je prilagoditi silu udara ovisno o debljini trake i veličini njezine zakrivljenosti; što je veća zakrivljenost i što je traka deblja, to bi udarci trebali biti jači. Kako se traka ispravlja, sila udara treba oslabiti. Prilikom udaranja čekićem učenik treba gledati samo mjesto udarca.
Ne postoji minimalna narudžba (narudžba od bilo kojeg iznosa i količine). 100% avansno plaćanje ili plaćanje po primitku (pri dostavi kurirskom službom).
- Pokupiti: je besplatan
Adresa: m. Butyrskaja, ul. Dobroljubova 2s5 - Dostava u Moskvi unutar Moskovske obilaznice: 500 rub.
- Dostava izvan Moskovske obilaznice: 50 rubalja/km
- Dostava u regije: preko prijevozničkih tvrtki: PEC, Business Lines, Energy, Ratek, KIT, Autotrading, Zheldorekspeditsiya, Vovovoz, Magic Trans i druge prijevozničke tvrtke na zahtjev kupca.
Dostava do terminala transportnih tvrtki: je besplatan - Dostava u Moskvi je besplatna za narudžbe veće od 30.000 rubalja.
Raspored dostave
Sve narudžbe primljene do 17:00 sati preuzimamo ili šaljemo sljedeći dan. Roba se isporučuje sljedeći dan nakon primitka sredstava na račun HydroVent doo. Narudžbe nakon 17:00 isporučuju se i/ili su dostupne za preuzimanje nakon 2 dana. Za stalne kupce moguće je slanje robe nalogom za plaćanje uz uplatnicu.
Plaćanje naloga
- Gotovina (kuriru po primitku, preuzimanje).
- Plaćanje potvrdom Sberbank.
- Bankovna doznaka (račun).
|
Ime |
Jedinica. Promijeniti |
PHCcR100 (2000x530) |
|
Nazivna sila pritiska |
||
|
Hod klizača |
||
|
Maksimalna udaljenost između stola i klizača |
||
|
Udaljenost od osi štapa do kreveta |
||
|
Dimenzije stola |
||
|
Brzina gusjenice * radi * povratno |
||
|
Vrsta sustava upravljanja |
električni |
|
|
Dimenzije uklonjivog stola za ravnanje |
||
|
Pogonska snaga |
||
|
Ukupne dimenzije preše (bez stola za izravnavanje) dužina x širina x visina |
1655x2640x1600 |
Hidraulička preša namijenjena je za obradu dugih dijelova tipa "Vratilo".
C-okvir:
Zavareni okvir izrađen je od čeličnih limova teških profila. Čelik izložen vruće valjanje i savršeno homogena. Čelik je stekao prednost u odnosu na lijevano željezo jer ima modul elastičnosti od 170 kN/mm² umjesto 210 kN/mm² za čelik. (To znači da će za određeno područje čelični okvir s višim modulom elastičnosti biti manje osjetljiv na deformaciju od lijevanog željeza.)
C-okvir je dizajniran tako da osnovni list materijala ima dršku kako bi se izbjeglo smično naprezanje pri zavarivanju. U područjima gdje je vlačno naprezanje najveće nema zavarivanja.
Monoblok struktura optimizirana za CAD.
Osim toga, preša se može postaviti bez korištenja inženjerskih radova na ravnu površinu koja može podnijeti težinu i dinamičku silu.
Stol
Stol se sastoji od masivne čelične ploče učvršćene na preši.
Na stolu su postavljene matrice u obliku 2V
Opremljeni su sustavom za brzu izmjenu kalupa:
Ručna izmjena i stezaljka
Brza i jednostavna montaža raznih pečata
Ručno pozicioniranje i stezanje.
V-matrice podupiru kuglice s oprugom kako bi se omogućilo linearno kretanje. Stezaljka - ručna. Linearna vodilica nalazi se unutar stola za prešu. 
Okvir i hidraulički glavni cilindar:
Vrsta cilindara: 1 dvostruki glavni cilindar
Hidraulički cilindar je čelični cilindar i klipnjača.
Unutrašnjost cilindra je pažljivo obrađena prema standardima preciznosti lappingom ili valjanjem.
Standardne visokotlačne brtve osiguravaju nepropusnost.
Klipnjača je zaštićena brtvom za struganje kako bi se spriječile bilo kakve nečistoće.
Sve brtve cilindra odobrene su kvalitete kako bi se osigurao dug radni vijek.
Zatik protiv okretanja sprječava okretanje šipke cilindra.

Laserski mikrometar (opcija)
Za određivanje odstupanja i točnog promjera preša je opremljena visokopreciznim laserskim senzorom velike brzine za beskontaktno mjerenje.
Elektronski mikrometar montiran je na stolu za prešu i mjeri se dok se dio okreće.
Mikrometar koristi lasersku zraku za mjerenje promjera i odstupanja.
Nema mehaničkog kontakta s površinom dijela.
Ovaj precizan mjerni sustav zaštićen je kompaktnim i zabrtvljenim kućištem i povezuje se izravno na centralnu automatizaciju.
Karakteristike:
Ponovljivost do 0,07 µm
Izravna veza na PC/PLC preko Profineta

Mikrometar
Za određivanje otklona preša je opremljena mikrometrom.
Mehanički mikrometar je instaliran na stolu za prešu i mjeri se tijekom rotacije dijela, očitavanje se vrši na zaslonu.
Postoji neizravan mehanički kontakt s površinom dijela.
Ovaj precizan mjerni sustav zaštićen je kompaktnim i hermetički zatvorenim kućištem te je povezan sa središnjom automatizacijom za očitavanje vrijednosti.
Karakteristike:
Točnost do 1 µm
Hidraulička oprema:
Hidraulička oprema se uglavnom sastoji od:
spremnik za ulje
Crpka promjenjivog protoka (aksijalna cilindrična pumpa) omogućuje podešavanje brzine bez gubitka snage.
Distribucijski blokovi za glavne hidrauličke funkcije preše
Razna pomagala potrebna za pravilan rad tiska
tlačni ventil
Pomoćna elektronika za kontrolu radnog tlaka
Pumpa je spojena izravno na glavni motor.
Električna oprema:
električni ormarić,
Glavni napon, 3x 400 volti, 50 Hz
Snaga 24W DC
Električni ormar je ugrađen unutar okvira preše i dostupan je sa stražnje strane.
Kontrolna oprema na prednjoj strani preše
Da biste aktivirali pokrete klizača, morate koristiti joystick.
Upravljačka ploča sadrži sljedeće:
1. Zaslon u više boja omogućuje vam da:
Odabir vrste ciklusa (kraj ciklusa = dosegnuti tlak)
Regulirajte maksimalni tlak
Šalterski prikaz (proizvodnja, radno vrijeme, ...)
Prikaz stvarnog položaja klizača i stvarnog pritiska klizača
Prikaz strojnih grešaka u tekstualnom obliku
2. Tlakomjer
3. Kontrolne i indikatorske lampice
4. Prekidač za odabir načina rada
5. Tipkovnica
6. Zaustavljanje u nuždi
- Standardna oprema:
- Hidraulička preša s jednim stupom PHCcR100, verzija 1
- Siemens zaslon osjetljiv na dodir, zaslon u više boja
- Mehanički mikrometar
- Stol za ravnanje 2000 x 530 mm
- Pumpa promjenjivog protoka: promjenjiva brzina bez gubitka snage
- Osovine s ručnim upravljanjem
- Alat: izvlakač 2 kom, matrica 2x7 u obliku slova V, bušilica
- Rem kit potrošnih dijelova
- CE verzija
- Projektna dokumentacija u 2 primjerka na ruskom jeziku, 2 primjerka na papiru i 1 na elektroničkom mediju