Hydraulisk presse for akselretting (akselretting) PHCcR100. Akselrettingspresse Hydraulisk akselrettingspresse
Korrekte hydrauliske presser for retting - retting av aksler, aksler, rør
Svært ofte reiser enhver type produksjon spørsmålet: Hvordan kan en aksel, et rør rettes ut? Hvordan gjenopprette og reparere bøyd og deformert stål? Vi vet svarene på alle disse spørsmålene.
URALSTANKOSERVICE leverer nye moderne importerte rettepresser laget i Tyskland, Italia, og tilbyr også russiske rettepresser egen produksjon(produsert i Russland).
FORMÅL, ANVENDELSE OG BRUK AV RETTE HYDROPRESSER
Vertikale industrielle hydrauliske presser er designet for å eliminere defekter i deler i kald tilstand: deformasjon, krumning, bøyninger, bøying av deler og emner etter feil lagring, transport, etter varmebehandling, herding, overflatebehandling, sprøyting.
Pressen kan brukes til å reparere og restaurere deler.
Pressing eliminerer slike defekter i arbeidsstykker som: konveksitet, konkavitet, aksial ikke-linearitet og ikke-flathet, vridning, deformasjon, feiljustering av støtte- og hjelpeflater.
De brukes til å kle lange og lange produkter og forskjellige omdreiningslegemer - en akse, en aksel, et rør, akselemner og røremner, kraftsylindre, hydrauliske sylindre, pneumatiske sylindre, stenger, rullende ruller, kardanaksler og kardanaksler, avtrappede aksler, glatt smiing, lange skruer, rotorer, propell- og skipsaksler, borerør og rørrør.
HYDRAULIK PRESSE FOR UTRETTING AV DELER AV AKSE-AKSEL-TYPE, RØR MED BEVEGLIG PRODUKT

form av deler - sylindrisk, firkantet, polygonal, skruer.
HYDRAULISK PRESSE MED BEVEGLIG SØYLE FOR å rette ut og korrigere krumningen til deler - manuell og CNC


Et trykk beveger seg langs det faste produktet, som gjør korrigeringen på rett sted.
tar minimalt med plass i verkstedet.
HYDRAULISK RETTEPRESSE FOR RETTING AV RØR ELLER SKAFT med fast produkt og bevegelig presse



Portalpresse - en portal med en sylinder beveger seg langs et fast rør, ved hjelp av hvilken redigering utføres. Tar minimalt med plass i verkstedet.
Ved spesialbestilling vil vi produsere et automatisk rettekompleks med CNC.
Skaftdressingsteknologi
produktet eller delen som skal redigeres er festet i en spesiell korrekt enhet der produktet fritt kan rotere rundt sin akse, produktet roteres og stedene som skal redigeres er merket.
Med en sterk bøyning av akselen utføres utretting med en omvendt avbøyning.
skaftet etter utretting skal ha minimalt med utløp og avvik.
REDIGERING AV DETALJER
Redigering er prosessen med å eliminere defekter som forvrenger formen på arbeidsstykket ved plastisk deformasjon. Arbeidsstykket som skal redigeres kalles defekt. Den siste teknologiske prosessen med redigering kalles rettet.
Maskinretting av produkter laget av metaller og legeringer gjør det mulig å eliminere forvrengninger i formen på produktet, samt ytre geometriske defekter - brudd på riktig geometrisk form av tverrsnittet - profil.
Krumningen kan være generell i lengde eller lokal.
Typer krumning:
1. sigdformet (halvmåne)
2. buet
3. vridning
4. bølgethet
5. vridning - dette er bølger i langsgående og tverrgående retninger - fordypninger og buler er av stor lengde
6. krumning - avvik av aksen til et sylindrisk produkt.
7. flathet
8. retthetsavvik (konveksitet og konkavitet)
Dressing forbedrer overflatekvaliteten og nøyaktigheten til den geometriske formen til valsede stenger og plater, produkter av akseltypen (glatte, avtrappede, veivaksler, etc.) samt slike emner som: firkantede emner, varmvalset rundstål, kalibrerte stålstenger , stripe emner.

Også varmtvalsede, tykkveggede og tynnveggede, kaldvalsede, kaldtrukne, borerør (tillatt krumning på 1 mm per 1 meter) er gjenstand for retting.
Redigering brukes til å korrigere forvrengninger, vridninger og bånd som vises når:
· varmebehandling av valsede produkter, smie og deler. Når metallet avkjøles, oppstår det spenninger som deformerer delen.
· oppvarming under produksjon og montering
· brudd på laste- og losseteknologi
· feil transport og lagring
Redigering gir arbeidsstykker med høyere nøyaktighet.Teknologiske prosesser for maskinredigering utføres ved metoder for plastisk bøying og strekk eller kompresjon.
for kontinuerlig dressing brukes rullemaskiner, for intermitterende dressing, når de buede seksjonene rettes ut en etter en, brukes hydrauliske presser.
Billettene rettes i varm og kald tilstand (kald retting).
Varm retting brukes for å redusere innsatsen.
Riktig arbeid utføres av en fungerende rettetang.
For å oppnå rette og ikke-buede deler brukes riktige presser med lav stempelhastighet.
Forbindingsverktøyet består av en toppstans og et overlegg, samt to bevegelige prismer (forbindingsprismer).
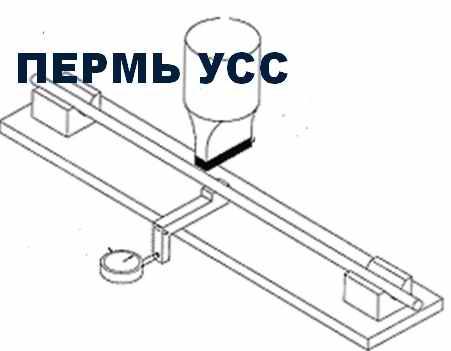
For dressing brukes vanligvis en C-formet vertikal rettepresse. Den åpne plassen letter tilgangen ved håndtering av lange deler Pressen består av en seng, en pumpeenhet og et utvidet rettebord.
Produktet som skal rettes ut er festet i kjeglesentre (fast eller glidende) eller ruller - produktavbøyninger kontrolleres av en måleindikator. Ruller er nødvendige for å lette rotasjonen av deler under retteprosessen.
Sentrene og rullene er fjærbelastede og kan svinge på fingrene som er satt inn i venstre og høyre vogn, som beveger seg fritt langs føringene til rettebordet, noe som tillater påkledning på et stort antall punkter.
Pressfordeleren koblet med en spak styres Rettretteren kan også kontrollere omplasseringen av stopperne (avstanden mellom støtteprismene), bevegelsen til rullebanen og rotasjonen av rullene. Etter justering, når stempelet beveger seg opp, setter fjærene automatisk arbeidsstykket til kontrollposisjon.
Korrigatoren under redigering bør ikke tillate overdreven bøying av delen.
Rettetangen sjekker kvaliteten på redigeringen ved hjelp av et indikatorhode for utløp på de kontrollerte flatene.
riktig verktøy, riktig verktøy.
tilførsel av emner under pressen utføres langs en rullebane med drevne eller ikke-drevne ruller.
i tilfelle av oppvarmet retting, installeres en ovn ved siden av pressen, fordi med økende temperatur øker plastisiteten, og styrken og motstanden mot deformasjon reduseres.
Under trykkrettingsprosessen (plastisk deformasjon) endres mikrostrukturen og makrostrukturen til arbeidsstykket.
Redigeringskraften avhenger av å kutte av arbeidsstykket, avstanden mellom støttene.
Hvis bandasjekraften er utilstrekkelig - bøyningen kan være elastisk - i dette tilfellet vil arbeidsstykket, etter å ha fjernet belastningen, gjenopprette sin opprinnelige form og dimensjoner - dette fenomenet kalles tilbakespring.
Jo hardere metallet er og jo høyere flytegrense, jo større er tilbakefjæringen.
Derfor er det nødvendig at kraften til den riktige pressen er høyere enn flytestyrken til det deformerte metallet - med 0,25-1%.
Ved retting oppstår elastiske og plastiske deformasjoner - elastisk deformasjon vises i form av invers elastisk deformasjon.
For å rette ut en buet seksjon, er det nødvendig ikke bare å løsne den, men også å bøye den litt i motsatt retning - for å gi den en omvendt krumning, gitt at etter at lasten er fjernet, vil det oppstå tilbakespring og seksjonen vil bli nesten jevn Ved varm retting er det ingen tilbakeslag.
KVALITETSKONTROLL
I løpet av denne operasjonen kontrolleres de geometriske formene til produktet Disse produktene anses som egnet hvis dimensjonsavvikene er innenfor toleransene spesifisert av teknologene for etterfølgende maskinering.
For runde aksler og sylindriske deler - ved å rotere produktet og indikatorhodet, kontrolleres overflatens slag - konkavitet er lik halvparten av amplituden til indikatoravlesningene.
Riktigheten av formen til de ferdige arbeidsstykkene kan bestemmes visuelt med øye eller ved hjelp av maler og måleverktøy.
Når man utstyrer pressen med elektroniske målesystemer og sensorer, kan informasjon fra disse overføres til CNC-systemet for videre bearbeiding.
RETTING AV FLAT OG LAKEN, LAKEN OG LAKEN
Lange ark, rullede blader rettes på multi-rulle arkrettemaskiner (ruller for retting). Den delen som skal rettes ut, føres gjennom rullene flere ganger.
For dressing av små arbeidsstykker brukes dressing på hydrauliske presser i et rette- (retting)stempel. Stemplet består av 2 massive plater - en plate er montert på bordet, den andre er på glideren. Arbeidsflatene til dyseplatene er laget av tre typer: glatt (brukt med lave krav til kvaliteten på dressingen), prikkete (for tykke arbeidsstykker), wafer (for deler med liten tykkelse).
For dressing av korte sylindriske deler er det mulig å bruke to-rull dressing - mellom to ruller som roterer i samme retning, roterer rullene i forhold til hverandre med forskjellige hastigheter.
Tjenester fra vårt firma: reparasjon av hydrauliske presser, modernisering av hydrauliske presser, riggearbeid på presser, demontering, installasjon av nytt utstyr, produksjon av nye spesialpresser, utvikling i henhold til kundens krav, design av ikke-standardpresser.
.jpg) |
|
| Jekaterinburg, Pervouralsk, Kamensk-Uralsky, Nizhny Tagil, Chelyabinsk, Miass, Zlatoust, Magnitogorsk, Orsk, Kurgan, Orenburg, Tyumen, Ufa, Kazan, Izhevsk, Kirov | gratis frakt |
| Nizhny Novgorod, Vladimir, Cheboksary, Penza, Tambov, Samara, Saratov | leveringskostnad 70.000 rubler |
| Volgograd, Astrakhan, Voronezh, Kursk, Orel, Lipetsk, Belgorod | |
| Moskva, Kaluga, Ryazan, Tver, Smolensk, Bryansk | leveringskostnad 95.000 rubler |
| Kasakhstan | leveringskostnad 100.000 rubler |
| Krasnodar, Rostov ved Don, Stavropol, Taganrog | leveringskostnad 120.000 rubler |
| St. Petersburg, Petrozavodsk, Arkhangelsk, Pskov, Syktyvkar, Salekhard | leveringskostnad 110.000 rubler |
| Omsk, Tomsk, Novosibirsk, Surgut, Nizhnevartovsk, Barnaul | leveringskostnad 85.000 rubler |
| Krasnoyarsk, Kemerovo, Irkutsk, Ulan-Ude, Khabarovsk, Komsomolsk-on-Amur, Vladivostok | sjekk fraktkostnad |
I tilfellet når hammerslagkraften ikke sikrer dressing, brukes manuelle skruepresser, ved hjelp av hvilke det er mulig å utføre operasjoner på retterør, aksler, stripe og vinkelstål. Forbindingsarbeidet utføres av to arbeidere: den ene roterer pressens svinghjul, og den andre setter og holder arbeidsstykket som skal korrigeres og kontrollerer kvaliteten på bandasjen.
Opplæringsoppgave 1 om retting av rør og sjakter utføres i følgende rekkefølge.
1. To prismer er installert på pressebordet, på hvilke en buet aksel eller rør er plassert slik at den prismatiske spissen på pressestangen er på stedet for størst krumning (fig. 61, a). Avstandsstykker er plassert mellom spissen og rullen for å unngå bulker.
Ris. 61. Retting av rør og aksler på en manuell skruepresse:
a - aksept av arbeid; b - plasseringen av spissen på skruen; c - kontroll av valsen i midten
2. Svinghjulet roteres jevnt og tuppen av skruen bringes til svingen. Deretter presses skruen på den korrigerte akselen til den retter seg. For store rettekrefter kan føre til at akselen eller røret bøyer seg tilbake, noe som gjør ytterligere retting vanskeligere.
3. Etter å ha fjernet skaftet (røret), kan kvaliteten på bandasjen kontrolleres på følgende måter:
- med øye - når du snur rullen rundt aksen;
- gjennom gapet - ved å rulle rullen på kalibreringsplaten;
- i sentrene ved hjelp av kritt (fig. 61, c).
Opplæringsoppgave 2 for redigering av vinkelstål utføres som følger.
1. Prismet monteres på pressebordet. Et deformert hjørneemne er plassert i prismet, mellom hyllene som en herdet stålrull er installert (fig. 62, a).

Ris. 62. Redigere et hjørne på en håndpress:
a - posisjonen til rullen i hjørnet; b - aksept av arbeid
2. Skru på presseskruen og trykk den prismatiske spissen på valsen. Rullen, som komprimerer de buede stedene til hjørnehyllene på hjørneflatene til prismet, gir hjørnet riktig form (fig. 62, 6).
Med en stor krumning av bøyningen flyttes hjørnet med rullen langs prismets hjørnefordypning og den riktige formen på hjørnet gjenopprettes ved skruetrykk.
3. Redigering er fullført når hyllene er rett i lengden med øyet eller på platen til lyset, og hyllene på tvers er langs firkanten.
Opplæringsoppgave 3 om å rette opp herdede deler.
Etter herding (varmebehandling) deformeres ståldeler i noen tilfeller, metoden for å rette ut herdede deler kalles retting. Retting utføres på en flat støpejerns- eller stålplate, ved hjelp av en hammer med en herdet og avrundet smal side av spissen
Retting utføres i følgende sekvens.
1. En vott settes på venstre hånd. De tar en hammer i høyre hånd, en herdet stripe i venstre hånd og tar arbeidsstilling.
2. Listen legges på riktig plate slik at planen ligger på platen med den konkave siden opp.

Ris. 63. Mottak av oppretting av herdede deler
3. Hammerslag påføres på tvers av planet ved kontaktpunktet mellom stripen og platen (fig. 63), siden hvis passformen er løs i øyeblikket av hammerslaget, er slaget til venstre hånd mulig. Hammerslag påføres, starter fra kanten av svingen og nærmer seg gradvis midten. Det er nødvendig å justere slagkraften avhengig av tykkelsen på stripen og størrelsen på dens krumning; jo større krumning og jo tykkere stripe, jo sterkere skal slagene være. Etter hvert som stripen korrigeres, bør støtkraften svekkes. Mens han slår med en hammer, skal eleven kun se på støtstedet.
Det er ingen minimumsbestilling (bestilling fra ethvert beløp og mengde). 100 % forskuddsbetaling eller betaling ved mottak (ved levering med bud).
- Plukke opp: er gratis
Adresse: m. Butyrskaya, st. Dobrolyubova 2с5 - Levering i Moskva innenfor Moskva ringvei: 500 gni.
- Levering utenfor Moskva ringvei: 50 rubler/km
- Forsendelse til regionene: gjennom transportselskaper: PEC, Business Lines, Energy, Ratek, KIT, Autotrading, Zheldorekspeditsiya, Vovovoz, Magic Trans og andre transportselskaper på forespørsel fra kunden.
Levering til terminalen til transportselskaper: er gratis - Levering i Moskva er gratis for bestillinger over 30 000 rubler.
Leveringsplan
Alle bestillinger lagt inn før kl 17:00 kan hentes eller sendes neste dag. Varene sendes neste dag etter mottak av midler til kontoen til HydroVent LLC. Bestillinger etter kl 17:00 leveres og/eller kan hentes etter 2 dager. For vanlige kunder er det mulig å sende varer ved betalingsoppdrag med seddel på betalingen.
Bestill betaling
- Kontanter (til kureren ved mottak, henting).
- Betaling med Sberbank-kvittering.
- Bankoverføring (konto).
|
Navn |
Enhet. Endring |
PHCcR100 (2000 x 530) |
|
Vurdert pressekraft |
||
|
Skyveslag |
||
|
Maksimal avstand mellom bord og glidebryter |
||
|
Avstand fra stangens akse til sengen |
||
|
Borddimensjoner |
||
|
Crawler hastighet * jobber * returneres |
||
|
Type kontrollsystem |
elektrisk |
|
|
Avtagbare mål for rettebord |
||
|
Drivkraft |
||
|
Totalmål på pressen (uten utjevningsbord) lengde x bredde x høyde |
1655 x 2640 x 1600 |
Den hydrauliske pressen er konstruert for dressing av lange deler av typen "Shaft".
C-ramme:
Den sveisede rammen er bygget av tunge stålplater. Stål eksponert varmrulling og helt homogen. Stål har fått en fordel fremfor støpejern, med en elastisitetsmodul på 170 kN/mm² i stedet for 210 kN/mm² for stål. (Dette betyr at for et gitt område vil en stålramme med sin høyere elastisitetsmodul være mindre utsatt for forvrengning enn støpejern.)
C-rammen er utformet slik at grunnplatematerialet har et skaft for å unngå sveise-skjærspenning. I områder hvor strekkspenningen er størst, er det ikke noe sveisearbeid.
Monoblokkstruktur optimalisert for CAD.
I tillegg kan pressen installeres uten bruk av ingeniørarbeid på en flat overflate som er i stand til å støtte vekt og dynamisk kraft.
Bord
Bordet består av en massiv stålplate festet på en presse.
2V-formede matriser er installert på bordet
De er utstyrt med et system for hurtig bytte av matriser:
Manuell endring og klemme
Rask og enkel montering av ulike stempler
Manuell posisjonering og fastspenning.
V-dyser støttes av fjærbelastede kuler for å gi lineær bevegelse. Klemme - manuell. Den lineære føringen er plassert inne i pressebordet. 
Ramme og hydraulisk hovedsylinder:
Type sylindere: 1 dobbeltvirkende hovedsylinder
Den hydrauliske sylinderen er en stålsylinder og en stempelstang.
Innsiden av sylinderen er omhyggelig maskinert til presisjonsstandarder ved å lappe eller rulle.
Standard høytrykkstetninger sikrer tetthet.
Stempelstangen er beskyttet av en skrapetetning for å utelukke eventuelle urenheter.
Alle sylinderpakninger er godkjente kvaliteter for å sikre lang levetid.
Antirotasjonspinnen hindrer sylinderstangen i å rotere.

Lasermikrometer (ekstrautstyr)
For å bestemme avviket og den nøyaktige diameteren er pressen utstyrt med en høypresisjon høyhastighets lasersensor for berøringsfri måling.
Et elektronisk mikrometer er montert på pressebordet og måles mens delen roterer.
Mikrometeret bruker en laserstråle for å måle diametre og avvik.
Det er ingen mekanisk kontakt med overflaten av delen.
Dette nøyaktige målesystemet er beskyttet av et kompakt og forseglet hus og kobles direkte til sentral automasjon.
Kjennetegn:
Repeterbarhet ned til 0,07 µm
Direkte tilkobling til PC/PLS via Profinet

Mikrometer
For å bestemme avbøyningen er pressen utstyrt med et mikrometer.
Et mekanisk mikrometer er installert på pressebordet og måles under rotasjonen av delen, avlesningen utføres på displayet.
Det er indirekte mekanisk kontakt med delens overflate.
Dette nøyaktige målesystemet er beskyttet av et kompakt og hermetisk forseglet hus og er koblet til sentralautomatikk for avlesning av verdier.
Kjennetegn:
Nøyaktighet opp til 1 µm
Hydraulisk utstyr:
Det hydrauliske utstyret består hovedsakelig av:
oljetank
Variabel strømningspumpe (aksial sylinderpumpe) lar deg justere hastigheten uten tap av kraft.
Fordelingsblokker for de viktigste hydrauliske funksjonene til pressen
Ulike hjelpemidler som er nødvendige for at pressen skal fungere
trykkventil
Hjelpeelektronikk for driftstrykkregulering
Pumpen kobles direkte til hovedmotoren.
Elektrisk utstyr:
sikringsskap,
Hovedspenning, 3x 400 volt, 50 Hz
Strøm 24W DC
El-skapet er montert inne i pressrammen og er tilgjengelig fra baksiden.
Kontrollutstyr foran på pressen
For å aktivere glidebryterens bevegelser må du bruke joysticken.
Kontrollpanelet inneholder følgende:
1. Flerfargeskjerm lar deg:
Valg av syklustype (slutt på syklus = trykk nådd)
Reguler maksimalt trykk
Counter display (produksjon, jobbe tid, ...)
Visning av den faktiske posisjonen til glideren og det faktiske trykket på glideren
Visning av maskinfeil i tekstformat
2. Trykkmåler
3. Kontroll- og indikatorlamper
4. Bryter for valg av driftsmodus
5. Tastatur
6. Nødstopp
- Standard utstyr:
- Enkelsøyle hydraulisk presse PHCcR100, versjon 1
- Siemens berøringsskjerm, flerfarget display
- Mekanisk mikrometer
- Rettebord 2000 x 530 mm
- Variabel strømningspumpe: variabel hastighet uten tap av kraft
- Aksler med manuell kontroll
- Verktøy: avtrekker 2 stk, matrise 2x7 V-formet, stanse
- Rem sett med slitedeler
- CE versjon
- Designdokumentasjon i 2 eksemplarer på russisk, 2 eksemplarer på papir og 1 på elektroniske medier