Presë hidraulike për drejtimin e boshtit (drejtimi i boshtit) PHccR100. Presë për drejtimin e boshtit Shtypja hidraulike e drejtimit të boshtit
Presat hidraulike të sakta për drejtimin - drejtimin e boshteve, boshteve, tubave
Shumë shpesh, çdo lloj prodhimi ngre pyetjen: Si mund të drejtohet një bosht, një tub? Si të rivendosni dhe riparoni çelikun e përkulur dhe të deformuar? Ne i dimë përgjigjet për të gjitha këto pyetje.
URALSTANKOSERVICE furnizon presa të reja moderne të importuara drejtuese të prodhuara në Gjermani, Itali dhe ofron gjithashtu presa drejtuese ruse prodhim vetanak(prodhuar në Rusi).
QËLLIMI, APLIKIMI DHE PËRDORIMI I HIDROPRESSERËVE TË DREJTË
Presat hidraulike vertikale industriale janë krijuar për të eliminuar defektet në pjesë në gjendje të ftohtë: deformime, lakim, përkulje, përkulje të pjesëve dhe pjesëve të punës pas ruajtjes së pahijshme, transportit, pas trajtimit të nxehtësisë, forcimit, sipërfaqes, spërkatjes.
Shtypja mund të përdoret për riparimin dhe restaurimin e pjesëve.
Presioni eliminon defekte të tilla në pjesët e punës si: konveksiteti, konkaviteti, jolineariteti boshtor dhe jo rrafshimi, deformimi, deformimi, shtrembërimi i sipërfaqeve mbështetëse dhe ndihmëse.
Ato përdoren për veshjen e produkteve të gjata dhe të gjata dhe trupave të ndryshëm rrotullues - një bosht, një bosht, një tub, boshllëqe boshti dhe boshllëqe tubulare, cilindra të energjisë, cilindra hidraulikë, cilindra pneumatikë, shufra, rrotulla, boshte kardani dhe boshte kardani, boshte të shkallëzuara, falsifikime të lëmuara, vida të gjata, rotorë, boshte helikash dhe anijesh, gypa shpimi dhe tuba tubash.
PRES HIDRAULIKE PER DREJTIM TE PJESEVE TE TIPI BOSH-BOSH, TUB ME PRODUKT TE LEVIZSHTSHEM

forma e pjesëve - cilindrike, katrore, poligonale, vida.
PRES HIDRAULIKE ME KOLONA TE LEVIZSHME PER drejtimin dhe korrigjimin e lakimit te pjeseve - manual dhe CNC


Një shtypje lëviz përgjatë produktit fiks, i cili bën korrigjimin në vendin e duhur.
zë një minimum të hapësirës në punëtori.
PRESË HIDRAULIKE DREJTUESE PËR TË DREJTUAR TUBAT APO BOSHTE me produkt fiks dhe presa të lëvizshme



Shtypi i portalit - një portal me cilindër lëviz përgjatë një tubi të fiksuar, me ndihmën e të cilit kryhet redaktimi. Zë hapësirë minimale në punëtori.
Me porosi të posaçme do të prodhojmë një kompleks rregullimi automatik me CNC.
Teknologjia e veshjes së boshtit
produkti ose pjesa që do të drejtohet fiksohet në një pajisje korrigjuese të posaçme në të cilën produkti mund të rrotullohet lirshëm rreth boshtit të tij, produkti rrotullohet dhe vendet që duhen redaktuar janë shënuar.
Me një kthesë të fortë të boshtit, drejtimi kryhet me një devijim të kundërt.
boshti pas drejtimit duhet të ketë rrjedhje dhe devijime minimale.
EDITIMI I DETAJEVE
Redaktimi është procesi i eliminimit të defekteve që shtrembërojnë formën e pjesës së punës nga deformimi plastik.Pjesa e punës që do të redaktohet quhet defekt. Procesi i kaluar teknologjik i redaktimit quhet i drejtuar.
Drejtimi i makinës i produkteve të bëra nga metale dhe lidhje bën të mundur përjashtimin e shtrembërimeve në formën e produktit, si dhe defektet e jashtme gjeometrike - shkelje e korrektësisë së formës gjeometrike të seksionit kryq - profil.
Lakimi mund të jetë i përgjithshëm në gjatësi ose lokal.
Llojet e lakimit:
1. në formë drapëri (gjysmëhënës)
2. me hark
3. gjarpërues
4. valëzim
5. shtrembërim - kjo është valëzim në drejtimet gjatësore dhe tërthore - depresionet dhe fryrjet janë me gjatësi të madhe
6. lakim - devijimi i boshtit të një produkti cilindrik.
7. sheshtësi
8. devijimi i drejtësisë (konveksiteti dhe konkaviteti)
Veshja përmirëson cilësinë e sipërfaqes dhe saktësinë e formës gjeometrike të produkteve dhe fletëve të mbështjellë, produkteve të tipit bosht (të lëmuar, të shkallëzuar, bosht me gunga, etj.) si dhe boshllëqe të tilla si: boshllëqe katrore, çeliku të rrumbullakët të mbështjellë në nxehtësi, shufra çeliku të kalibruar , zhvesh boshllëqet.

Gjithashtu, tubat e shpimit të mbështjellë të nxehtë, me mure të trasha dhe me mure të hollë, të mbështjellë të ftohtë, me tërheqje të ftohtë (lakimi i lejuar prej 1 mm për 1 metër) i nënshtrohen drejtimit.
Redaktimi përdoret për të korrigjuar shtrembërimet, shtrembërimet dhe zinxhirët që shfaqen kur:
· trajtimi termik i produkteve të mbështjellë, farkëtimit dhe pjesëve. Kur metali ftohet, lindin sforcime, të cilat deformojnë pjesën.
· ngrohje gjatë prodhimit dhe montimit
· shkelje e teknologjisë së ngarkimit dhe shkarkimit
· transporti dhe ruajtja e gabuar
Redaktimi siguron marrjen e pjesëve të punës me saktësi më të lartë.Proceset teknologjike të redaktimit të makinës kryhen me metoda të përkuljes plastike dhe tensionit ose ngjeshjes.
për drejtimin e vazhdueshëm përdoren makina me rul, për drejtimin me ndërprerje, kur seksionet e lakuara drejtohen një nga një, përdoren presa hidraulike.
Biletat drejtohen në gjendje të nxehtë dhe të ftohtë (drejtim i ftohtë).
Drejtimi i nxehtë përdoret për të zvogëluar përpjekjet.
Puna e duhur kryhet nga një ndreqës që punon.
Për të marrë pjesë të drejta dhe jo të lakuara, përdoren presa të sakta me shpejtësi të ulët të pistës.
Mjeti i veshjes përbëhet nga një shpuese e sipërme dhe një mbivendosje, si dhe nga dy prizma të lëvizshëm (prizma të veshjes).
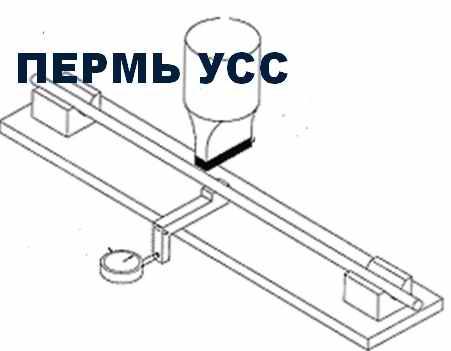
Për veshjen, zakonisht përdoret një shtypës vertikal drejtues në formë C. Hapësira e hapur lehtëson aksesin gjatë trajtimit të pjesëve të gjata.Pressa përbëhet nga një shtrat, një njësi pompe dhe një tavolinë e zgjatur drejtuese.
Produkti që do të drejtohet është i fiksuar në qendra konike (të fiksuara ose rrëshqitëse) ose në rula - devijimet e produktit kontrollohen nga një tregues numërues. Rolet janë të nevojshëm për të lehtësuar rrotullimin e pjesëve gjatë procesit të drejtimit.
Qendrat dhe rrotullat janë të ngarkuar me susta dhe mund të lëkunden në gishtat e futur në karrocat majtas dhe djathtas, të cilat lëvizin lirshëm përgjatë udhëzuesve të tabelës së drejtimit, gjë që ju lejon të redaktoni në një numër të madh pikash.
Distributori i presës i lidhur me një levë kontrollohet. Drejtuesi mund të kontrollojë gjithashtu rirregullimin e ndalesave (distanca midis prizmave mbështetës), lëvizjen e transportuesit me rul dhe rrotullimin e rrotullave. Pas rregullimit, kur pistoni lëviz lart, sustat e vendosin automatikisht pjesën e punës në pozicionin e kontrollit.
Korrektori gjatë redaktimit nuk duhet të lejojë lakimin e tepërt të pjesës.
Drejtuesi kontrollon cilësinë e redaktimit me ndihmën e një koke treguese për rrjedhje në sipërfaqet e kontrolluara.
mjeti i duhur, mjeti i duhur.
Furnizimi i boshllëqeve nën shtypës kryhet përgjatë një transportuesi rul me rula të drejtuar ose jo të drejtuar.
në rastin e drejtimit të nxehtë, një furrë instalohet pranë presës, sepse me një rritje të temperaturës rritet plasticiteti dhe zvogëlohet forca dhe rezistenca ndaj deformimit.
Gjatë procesit të drejtimit të presionit (deformimi plastik), mikrostruktura dhe makrostruktura e pjesës së punës ndryshon.
Forca e redaktimit varet nga prerja e pjesës së punës, distanca midis mbështetësve.
Nëse forca e veshjes është e pamjaftueshme - kthesa mund të jetë elastike - në këtë rast, pjesa e punës, pas heqjes së ngarkesës, do të rivendosë formën dhe dimensionet e saj origjinale - ky fenomen quhet kthim prapa.
Sa më i fortë të jetë metali dhe sa më i lartë të jetë forca e tij e rendimentit, aq më i madh është kthimi i pranverës.
Prandaj, është e nevojshme që forca e shtypjes së saktë të jetë më e lartë se forca e rendimentit të metalit të deformuar - me 0,25-1%.
Kur drejtohet, ndodhin deformime elastike dhe plastike - deformimi elastik shfaqet në formën e deformimit elastik të anasjelltë.
Për të drejtuar një seksion të lakuar, është e nevojshme jo vetëm ta zhbëni atë, por edhe ta përkulni pak në drejtim të kundërt - për t'i dhënë një lakim të kundërt, duke pasur parasysh që pasi të hiqet ngarkesa, do të ndodhë kthimi i pranverës dhe seksioni do të bëhen pothuajse të njëtrajtshme Kur drejtohet nxehtësia, nuk ka kthim prapa.
KONTROLLI I CILËSISË
Gjatë këtij operacioni kontrollohen format gjeometrike të produktit, ato produkte konsiderohen të përshtatshme nëse devijimet dimensionale janë brenda tolerancave të përcaktuara nga teknologët për përpunimin e mëpasshëm.
Për boshtet e rrumbullakëta dhe pjesët cilindrike - duke rrotulluar produktin dhe kokën e treguesit, kontrollohet rrahja e sipërfaqes - konkaviteti është i barabartë me gjysmën e amplitudës së leximeve të treguesit.
Korrektësia e formës së pjesëve të përfunduara të punës mund të përcaktohet vizualisht me sy ose duke përdorur shabllone dhe mjete matëse.
Kur pajisni shtypin me sisteme matëse elektronike dhe sensorë, informacioni prej tyre mund të transferohet në sistemin CNC për përpunim të mëtejshëm.
RREGULLIMI I FLETËS DHE FLARTËVE, FLARTËVE DHE FLARTËVE
Fletët e gjata, gjethet e mbështjellë drejtohen në makinat për drejtimin e fletëve me shumë rrotulla (rolla për drejtim). Pjesa që do të drejtohet kalohet nëpër rrotulla disa herë.
Për veshjen e pjesëve të vogla të punës, veshja përdoret në presat hidraulike në një stampë drejtuese (drejtuese). Pulla përbëhet nga 2 pllaka masive - njëra pjatë është montuar në tavolinë, tjetra është në rrëshqitës. Sipërfaqet e punës të pllakave të lyerjes janë bërë nga tre lloje: të lëmuara (të përdorura me kërkesa të ulëta për cilësinë e veshjes), me pika (për pjesët e trasha të punës), vafer (për pjesë me trashësi të vogël).
Për veshjen e pjesëve të shkurtra cilindrike, është e mundur të përdorni veshje me dy rrotulla - midis dy rrotullave që rrotullohen në të njëjtin drejtim, rrotullat rrotullohen në lidhje me njëri-tjetrin me shpejtësi të ndryshme.
Shërbimet e kompanisë sonë: riparimi i presave hidraulike, modernizimi i presave hidraulike, punimet e montimit në presa, çmontimi, instalimi i pajisjeve të reja, prodhimi i presave të reja speciale, zhvillimi sipas kërkesave të klientit, projektimi i presave jo standarde.
.jpg) |
|
| Yekaterinburg, Pervouralsk, Kamensk-Uralsky, Nizhny Tagil, Chelyabinsk, Miass, Zlatoust, Magnitogorsk, Orsk, Kurgan, Orenburg, Tyumen, Ufa, Kazan, Izhevsk, Kirov | Transport falas |
| Nizhny Novgorod, Vladimir, Cheboksary, Penza, Tambov, Samara, Saratov | kostoja e dorëzimit është 70,000 rubla |
| Volgograd, Astrakhan, Voronezh, Kursk, Orel, Lipetsk, Belgorod | |
| Moska, Kaluga, Ryazan, Tver, Smolensk, Bryansk | kostoja e dorëzimit është 95,000 rubla |
| Kazakistani | kostoja e dorëzimit është 100,000 rubla |
| Krasnodar, Rostov-on-Don, Stavropol, Taganrog | kostoja e dorëzimit është 120,000 rubla |
| Shën Petersburg, Petrozavodsk, Arkhangelsk, Pskov, Syktyvkar, Salekhard | kostoja e dorëzimit 110,000 rubla |
| Omsk, Tomsk, Novosibirsk, Surgut, Nizhnevartovsk, Barnaul | kostoja e dorëzimit 85,000 rubla |
| Krasnoyarsk, Kemerovo, Irkutsk, Ulan-Ude, Khabarovsk, Komsomolsk-on-Amur, Vladivostok | kontrolloni koston e transportit |
Në rastin kur forca e goditjes së çekiçit nuk siguron drejtimin, përdoren presa manuale me vida, me të cilat mund të kryeni operacione rregullimi për tuba, boshte, shirit dhe çeliku këndor. Puna e veshjes kryhet nga dy punëtorë: njëri rrotullon volantin e presës, dhe tjetri vendos dhe mban pjesën e punës për t'u korrigjuar dhe kontrollon cilësinë e veshjes.
Detyra stërvitore 1 për rregullimin e tubave dhe boshteve kryhet në sekuencën vijuese.
1. Në tavolinën e presës janë instaluar dy prizma, mbi të cilat vendoset një bosht ose tub i lakuar në mënyrë që maja prizmatike në shufrën e presës të jetë në vendin e lakimit më të madh (Fig. 61, a). Ndërmjet majës dhe rulit vendosen ndarëse për të shmangur gërvishtjet.
Oriz. 61. Drejtimi i tubave dhe boshteve në një shtypës manual me vida:
a - pranimi i punës; b - pozicioni i majës në vidë; c - kontrollimi i rulit në qendra
2. Volanti rrotullohet pa probleme dhe maja e vidës është sjellë në kthesë. Pastaj vidhosja shtypet në boshtin e korrigjuar derisa të drejtohet. Forcat e tepërta të drejtimit mund të bëjnë që boshti ose tubacioni të përkulen, duke e bërë më të vështirë drejtimin e mëtejshëm.
3. Pas heqjes së boshtit (tubit), cilësia e veshjes mund të kontrollohet në mënyrat e mëposhtme:
- me sy - kur rrotulloni rulin rreth boshtit;
- përmes hendekut - duke rrotulluar rulin në pllakën e kalibrimit;
- në qendra me ndihmën e shkumës (Fig. 61, c).
Detyra e trajnimit 2 për redaktimin e çelikut këndor kryhet si më poshtë.
1. Prizma është instaluar në tryezën e shtypit. Një bosh këndi i deformuar vendoset në prizëm, midis rafteve të të cilit është instaluar një rul i ngurtësuar prej çeliku (Fig. 62, a).

Oriz. 62. Redaktimi i një qoshe në një shtypje dore:
a - pozicioni i rulit në qoshe; b - pranimi i punës
2. Kthejeni vidën e shtypjes dhe shtypni majën prizmatike mbi rul. Roli, duke ngjeshur vendet e lakuara të rafteve të qosheve në sipërfaqet qoshe të prizmit, i jep këndit formën e duhur (Fig. 62, 6).
Me një lakim të madh të kthesës, këndi me rul zhvendoset përgjatë prerjes së këndit të prizmit dhe forma e saktë e këndit rivendoset me presionin e vidës.
3. Redaktimi përfundon kur raftet janë të drejta në gjatësi me sy ose në pjatë ndaj dritës, dhe renditja tërthore e rafteve është përgjatë katrorit.
Detyra stërvitore 3 për drejtimin e pjesëve të ngurtësuara.
Pas forcimit (trajtimit termik), pjesët e çelikut deformohen në disa raste, metoda e drejtimit të pjesëve të ngurtësuara quhet drejtim. Drejtimi kryhet në një pllakë të sheshtë prej gize ose çeliku, duke përdorur një çekiç me një anë të ngushtë të ngurtësuar dhe të rrumbullakosur të goditjes.
Drejtimi kryhet në sekuencën e mëposhtme.
1. Në dorën e majtë vihet dorashka. Ata marrin një çekiç në dorën e djathtë, një shirit të ngurtësuar në dorën e majtë dhe marrin pozicionin e punës.
2. Shiriti vendoset në pllakën e duhur në mënyrë që rrafshi i tij të shtrihet në pllakë me anën konkave lart.

Oriz. 63. Pritja e drejtimit të pjesëve të ngurtësuara
3. Goditjet me çekiç zbatohen në të gjithë rrafshin në pikën e kontaktit të shiritit me pllakën (Fig. 63), pasi nëse përshtatja është e lirë në momentin e goditjes së çekiçit, goditja në dorën e majtë është e mundur. Zbatohen goditje me çekiç, duke filluar nga buza e kthesës dhe gradualisht duke iu afruar mesit të saj. Është e nevojshme të rregulloni forcën e goditjes në varësi të trashësisë së shiritit dhe madhësisë së lakimit të saj; sa më e madhe të jetë lakimi dhe sa më i trashë të jetë shiriti, aq më të forta duhet të jenë goditjet. Ndërsa rripi korrigjohet, forca e ndikimit duhet të dobësohet. Ndërsa godet me çekiç, nxënësi duhet të shikojë vetëm vendin e goditjes.
Nuk ka porosi minimale (porosi nga çdo sasi dhe sasi). Paradhënie 100% ose pagesë me marrjen e dorëzimit (pas dërgesës me korrier).
- Marrja: eshte falas
Adresë: m. Butyrskaya, rr. Dobrolyubova 2с5 - Dorëzimi në Moskë brenda Unazës së Moskës: 500 fshij.
- Dorëzimi jashtë Unazës së Moskës: 50 rubla/km
- Dërgesa në rajonet: përmes kompanive të transportit: PEC, Business Lines, Energy, Ratek, KIT, Autotrading, Zheldorekspeditsiya, Vovovoz, Magic Trans dhe kompani të tjera transporti me kërkesë të klientit.
Dorëzimi në terminalin e kompanive të transportit: eshte falas - Dorëzimi në Moskë është pa pagesë për porositë mbi 30,000 rubla.
Orari i dorëzimit
Të gjitha porositë e bëra para orës 17:00 mund të merren ose të dërgohen të nesërmen. Mallrat dërgohen të nesërmen pas marrjes së fondeve në llogarinë e HydroVent LLC. Porositë pas orës 17:00 dorëzohen dhe/ose disponohen për marrje pas 2 ditësh. Për klientët e rregullt, është e mundur të dërgoni mallra me urdhër pagese me një kartëmonedhë në pagesë.
Urdhëroni pagesën
- Para të gatshme (tek korrieri pas marrjes, marrje).
- Pagesa me faturë Sberbank.
- Transfertë bankare (llogari).
|
Emri |
Njësia. Ndryshimi |
PHccR100 (2000x530) |
|
Forca e vlerësuar e shtypit |
||
|
Goditje rrëshqitëse |
||
|
Distanca maksimale midis tabelës dhe rrëshqitësit |
||
|
Largësia nga boshti i shufrës në shtrat |
||
|
Dimensionet e tavolinës |
||
|
Shpejtësia e zvarritësit * pune * e kthyeshme |
||
|
Lloji i sistemit të kontrollit |
elektrike |
|
|
Dimensionet e tavolinës drejtuese të lëvizshme |
||
|
Fuqia e makinës |
||
|
Dimensionet e përgjithshme të presës (pa tavolinë nivelimi) gjatësia x gjerësia x lartësia |
1655x2640x1600 |
Presja hidraulike është projektuar për veshjen e pjesëve të gjata të tipit "Bosht".
Korniza C:
Korniza e salduar është ndërtuar duke përdorur fletë çeliku të seksionit të rëndë. Çeliku është i mbështjellë në nxehtësi dhe është krejtësisht homogjen. Çeliku ka fituar një avantazh ndaj gize, duke pasur një modul elasticiteti prej 170 kN/mm² në vend të 210 kN/mm² për çelikun. (Kjo do të thotë se për një zonë të caktuar, një kornizë çeliku me modulin e saj më të lartë të elasticitetit do të jetë më pak e ndjeshme ndaj shtrembërimit sesa gize.)
Korniza C është projektuar në mënyrë që materiali i fletës bazë të ketë një bosht për të shmangur stresin e prerjes së saldimit. Në zonat ku sforcimi në tërheqje është më i madh, nuk ka punë saldimi.
Struktura monobllok e optimizuar për CAD.
Përveç kësaj, presa mund të instalohet pa përdorimin e punës inxhinierike në një sipërfaqe të sheshtë që është në gjendje të mbajë peshën dhe forcën dinamike.
Tabela
Tabela përbëhet nga një pllakë çeliku masive e fiksuar në një shtypje.
Matricat në formë 2V janë instaluar në tryezë
Ato janë të pajisura me një sistem të shpejtë të ndryshimit të kapakut:
Ndryshimi manual dhe kapëse
Montimi i shpejtë dhe i lehtë i stampave të ndryshme
Pozicionimi dhe shtrëngimi manual.
V-Dies mbështeten nga topa me susta për të siguruar lëvizje lineare. Kapëse - manual. Udhëzuesi linear ndodhet brenda tabelës së shtypit. 
Korniza dhe cilindri kryesor hidraulik:
Lloji i cilindrave: 1 cilindër kryesor me veprim të dyfishtë
Cilindri hidraulik është një cilindër çeliku dhe një shufër pistoni.
Pjesa e brendshme e cilindrit është përpunuar me kujdes sipas standardeve të saktësisë duke mbështjellë ose rrotulluar.
Vulat standarde me presion të lartë sigurojnë ngushtësi.
Shufra e pistonit mbrohet nga një vulë kruese për të përjashtuar çdo papastërti.
Të gjitha vulat e cilindrave janë të notave të miratuara për të siguruar një jetë të gjatë shërbimi.
Kunja kundër rrotullimit parandalon rrotullimin e shufrës së cilindrit.

Mikrometër lazer (opsionale)
Për të përcaktuar devijimin dhe diametrin e saktë, presa është e pajisur me një sensor lazer me shpejtësi të lartë me precizion të lartë për matje pa kontakt.
Një mikrometër elektronik është montuar në tryezën e shtypjes dhe matet ndërsa pjesa rrotullohet.
Mikrometri përdor një rreze lazer për të matur diametrat dhe devijimet.
Nuk ka kontakt mekanik me sipërfaqen e pjesës.
Ky sistem matës i saktë mbrohet nga një strehë kompakte dhe e mbyllur dhe lidhet drejtpërdrejt me automatizimin qendror.
Karakteristikat:
Përsëritshmëria deri në 0,07 µm
Lidhje direkte me PC/PLC nëpërmjet Profinet

Mikrometër
Për të përcaktuar devijimin, shtypi është i pajisur me një mikrometër.
Një mikrometër mekanik është instaluar në tryezën e shtypjes dhe matet gjatë rrotullimit të pjesës, leximi kryhet në ekran.
Ka kontakt mekanik indirekt me sipërfaqen e pjesës.
Ky sistem matës preciz mbrohet nga një strehë kompakte dhe e mbyllur hermetikisht dhe është e lidhur me automatizimin qendror për leximin e vlerave.
Karakteristikat:
Saktësia deri në 1 μm
Pajisjet hidraulike:
Pajisjet hidraulike kryesisht përbëhen nga:
rezervuari i naftës
Pompë me rrjedhje të ndryshueshme (pompë cilindrike aksiale) ju lejon të rregulloni shpejtësinë pa humbje të fuqisë.
Blloqe shpërndarëse për funksionet kryesore hidraulike të presës
Mjete të ndryshme të nevojshme për funksionimin e duhur të shtypit
valvul presioni
Elektronikë ndihmëse për kontrollin e presionit të funksionimit
Pompa është e lidhur drejtpërdrejt me motorin kryesor.
Pajisje elektrike:
kabinet elektrik,
Tensioni kryesor, 3x 400 volt, 50 Hz
Fuqia 24W DC
Kabineti elektrik është i instaluar brenda kornizës së shtypit dhe është i aksesueshëm nga ana e pasme.
Pajisjet e kontrollit në pjesën e përparme të shtypit
Për të aktivizuar lëvizjet e rrëshqitësit, duhet të përdorni levë.
Paneli i kontrollit përmban sa vijon:
1. Ekrani me shumë ngjyra ju lejon të:
Zgjedhja e llojit të ciklit (fundi i ciklit = presioni i arritur)
Rregulloni presionin maksimal
Ekrani kundër (prodhimi, Koha e punes, ...)
Shfaqja e pozicionit aktual të rrëshqitësit dhe presionit aktual të rrëshqitësit
Shfaqja e gabimeve të makinës në formatin e tekstit
2. Matës presioni
3. Llambat e kontrollit dhe treguesit
4. Ndërprerësi i zgjedhjes së mënyrës së funksionimit
5. Tastiera
6. Ndalesa emergjente
- Pajisje standarde:
- Presja hidraulike me një kolonë PHccR100, versioni 1
- Ekran me prekje Siemens, ekran shumëngjyrësh
- Mikrometër mekanik
- Tavolinë drejtuese 2000 x 530 mm
- Pompë me rrjedhje të ndryshueshme: shpejtësi e ndryshueshme pa humbje të fuqisë
- Akset me kontroll manual
- Mjeti: tërheqës 2 copë, matricë 2x7 në formë V, grusht
- Kompleti Rem i pjesëve të konsumit
- Versioni CE
- Dokumentacioni i projektimit në 2 kopje në Rusisht, 2 kopje në letër dhe 1 në media elektronike